7 Proven Ways to Improve Edge Quality in CNC Plasma Cutting

Getting smooth, sharp edges in CNC plasma cutting can feel frustrating, especially when the cuts don’t turn out as clean as expected. Jagged, rough, or uneven edges not only look bad but can slow down your project and increase cleanup time. If you’re spending too much effort grinding or fixing mistakes, it’s best to focus on improving the cutting process. Even small adjustments in how you set up your CNC machine can lead to cleaner, more precise results. In this article, we’ll look at simple but effective ways to improve edge quality and how to cut metal sheets smoothly during CNC plasma cutting.
Improving Edge Quality in CNC Plasma Cutting
Improving edge quality in CNC plasma cutting is all about fine-tuning the process. Clean, sharp cuts come down to controlling the right factors – speed, voltage, gas, and nozzle choice. When these are dialed in properly, you can reduce jagged edges, dross (slag left after cutting), and uneven beveling.
Check the key factors to focus on below:
Speed Control
Cutting speed directly impacts edge quality. Going too fast creates jagged edges while cutting too slow results in excessive dross buildup underneath the cut. The goal is to find a balanced speed where the arc has enough time to fully penetrate but doesn’t linger too long. Consult the manufacturer’s guidelines for speed settings based on material type and thickness. A test run can also help dial in the right speed for smoother results.
Voltage Adjustment
Voltage affects arc stability and cutting performance. Proper voltage settings ensure the plasma arc stays consistent and penetrates evenly. Therefore, match the voltage to the thickness of the metal you’re cutting. Most CNC systems allow for fine adjustments, so test different voltage levels to see what produces the cleanest edges.
Torch Height
If the torch is too high, the plasma arc won’t fully penetrate the metal. On the flip side, if it’s too low, you risk overheating and damaging the material. To attain optimal height, use an automatic torch height controller to keep the torch at the recommended height. This ensures the arc stays consistent across the entire cut, leading to cleaner edges.
Gas Selection
The type of gas you use affects how clean the cut will be. Different gases react differently with various metals, influencing edge smoothness and cut speed. Some advanced systems use gas blends such as oxygen and nitrogen to improve edge quality further.
Nozzle and Electrode Maintenance
The condition of your nozzle and electrode directly impacts cut quality. A damaged or worn nozzle disrupts plasma flow, causing irregular cuts and rough edges. For this reason, regularly inspect nozzles and electrodes. Replace worn components immediately to keep cuts sharp and precise. Further, use clean, quality consumables to extend the life of your equipment, improve precision and avoid unnecessary rework.
Adjusting Speed and Voltage for Smoother Edges
Controlling speed and voltage is key to getting clean edges in CNC plasma cutting. If either is off, you’ll end up with rough edges, dross, or even incomplete cuts. Small adjustments can make a huge difference in how smooth the final cut turns out.
Speed Adjustments
Cutting speed affects edge quality more than most people think. If you cut too fast, the plasma arc won’t fully penetrate the metal, leaving behind jagged edges or material that isn’t completely separated. On the flip side, cutting too slowly melts more material than necessary. This excess heat creates dross, which is the hardened slag that sticks to the bottom of the cut.
Finding the right speed means testing different settings based on the metal’s thickness. Thinner materials require faster cuts to avoid warping, while thicker sheets need slower speeds to let the arc do its job. Most CNC systems have speed charts, but they’re not always perfect for every job. So, running a few test cuts helps dial in the best speed for the smoothest edges.
Voltage Adjustments
Voltage controls the intensity and stability of the plasma arc. If the voltage is too low, the arc becomes weak and struggles to cut through the material cleanly. This leaves incomplete cuts or edges that look torn. High voltage, however, widens the arc, which can overheat the cut and lead to beveling, meaning the cut slants instead of staying straight.
For smoother edges, voltage needs to match the material thickness and cutting speed. Thicker sheets often require higher voltage to maintain a steady arc. Just like with speed, testing different voltage levels helps find the right balance. Most CNC plasma systems allow fine-tuning, so making small adjustments while monitoring edge quality can lead to better results.
Choosing the Right Gas and Nozzle Combination
The gas and nozzle setup determines how clean and precise the cut turns out. Using the wrong combination can lead to rough edges, dross buildup, or uneven cuts. But when you get it right, the difference is clear. You will achieve sharper edges, smoother finishes, and less post-cut cleanup.
Gas Selection
Different gases produce different results. For CNC plasma cutting, the most common options are oxygen, nitrogen, and compressed air. Each one works best for certain materials and cutting conditions:
- Oxygen – This is the go-to gas for cutting mild steel. It creates sharp, clean cuts with minimal dross. Oxygen speeds up the cutting process but can oxidize the edges, which may require light grinding afterward.
- Nitrogen – Best for cutting stainless steel and aluminum. Nitrogen prevents oxidation, leaving smooth, shiny edges. It’s a solid choice when precision and edge quality matter most.
- Compressed Air – A budget-friendly option for cutting thinner metals. It’s versatile and works for mild steel, aluminum, and stainless steel. However, it can leave rougher edges compared to nitrogen or oxygen.
Nozzle Considerations
The nozzle focuses the plasma arc and directs the gas flow. Using the right size and type is key to avoiding uneven cuts or excess beveling.
- Small Nozzles – These are ideal for fine, detailed cuts. They create a narrow arc that’s perfect for thin materials but may struggle with thicker sheets.
- Large Nozzles – They are better for cutting thick materials. The wider arc penetrates deeper but can lead to more dross if not balanced with the right speed and voltage.
Some nozzles are designed for high-speed cutting, while others focus on precision. Above all, matching the nozzle type with the right gas improves cut quality and extends the life of consumables.
Techniques to Minimize Dross and Beveling
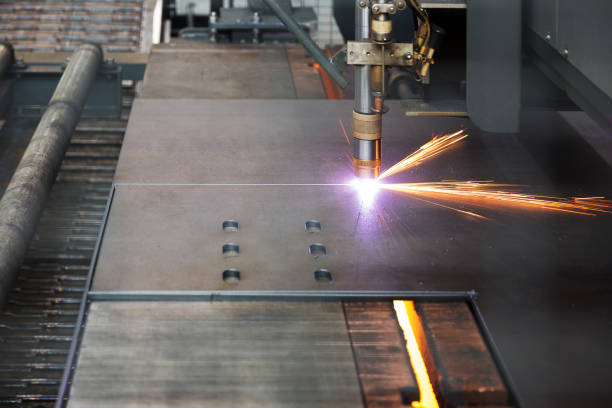
industrial CNC plasma machine cutting of metal plate
Dross and beveling are common issues in CNC plasma cutting. Dross is the unwanted slag that sticks to the edges after cutting, while beveling happens when the cut isn’t perfectly straight. Both problems slow down production and require extra cleanup.
Here’s how to reduce or avoid them:
Fine-Tune Cutting Speed
Cutting too slowly is one of the main reasons dross forms. When the plasma arc stays in one spot too long, it overheats the material and melts more than necessary, leaving behind slag. On the flip side, cutting too fast causes the arc to tilt, leading to beveled edges. Always follow the manufacturer’s recommended speed settings for different materials. If the cut quality drops, try adjusting the speed in small increments until you get smoother edges.
Choose the Right Amperage
Most times, low amperage struggles to cut through thicker materials, leaving behind dross. High amperage cuts faster but risks widening the arc, which can result in beveling. Matching the amperage to the thickness and type of metal is essential. Regularly check and fine-tune the amperage settings based on the material you’re working with to keep things sharp and clean.
Use Proper Piercing Techniques
Dross often forms at the start of the cut, especially during piercing. If the pierce is rushed or done at the wrong angle, molten metal splashes around and sticks to the surface. Slowing down the pierce and starting slightly off the cutting line can help reduce excess slag. For thicker materials, try using a stepped pierce. This means lowering the torch in stages during the pierce to control heat buildup.
Adjust Torch Height
If the torch is too high, the arc loses focus and spreads, causing beveling. If it’s too low, the arc overheats the material and creates dross. This is why it is critical to have a consistent torch height. Using an automatic height control system helps by adjusting the torch in real time as the metal shifts during cutting. This keeps the arc stable and reduces the chance of uneven cuts.
Optimize Gas and Nozzle Setup
The type of gas and nozzle you use also impacts the quality of the cut. Worn or damaged nozzles lead to uneven arcs and poor cuts. Regularly inspect and clean the nozzle to prevent buildup that can affect performance. A fresh nozzle paired with the right gas mix ensures cleaner, straighter cuts with less dross.
Applications Requiring High-Quality Edges
Some industries can’t afford rough edges or uneven cuts. In these cases, clean, sharp edges make all the difference in performance and appearance.
Check the common applications requiring quality edges below:
Automotive and Aerospace Parts
Precision is vital in automotive and aerospace manufacturing. Parts must fit perfectly and have smooth edges to ensure proper assembly and safety. Even the smallest flaw can affect performance. Plasma cutting is often used to shape metal for body panels, engine parts, and structural components.
Industrial Equipment and Machinery
Heavy-duty machinery often relies on plasma-cut parts for brackets, frames, and supports. Poor edge quality can lead to weak joints or improper fitting. In industries like construction or mining, high-quality cuts ensure durability and structural integrity.
Shipbuilding and Marine Applications
Shipbuilders need precise, clean cuts for parts exposed to saltwater and heavy loads. Any rough edges can corrode faster or lead to stress points. Plasma cutting is used for hull sections, structural supports, and smaller custom parts.
Custom Fabrication and Prototyping
High-quality edges ensure that test pieces fit together correctly, speeding up the production process. Plasma cutting allows fabricators to quickly adjust designs without sacrificing accuracy. This makes it easier to handle one-off projects or small batches.
Conclusion
Getting clean, sharp edges in CNC plasma cutting takes some fine-tuning, but the payoff is worth it. Simple changes like adjusting speed and voltage, picking the right gas and nozzle, and using techniques to reduce dross and beveling help achieve cleaner, sharper results. High-quality edges remain vital in industries like automotive or aerospace. By dialing in your process, you’ll get better results, reduce scrap, and keep your machine running longer.
At Zintilon, we know precision matters. Our team delivers sharp, clean cuts every time, with no hassle or waste. Contact us today to see how our CNC plasma cutting services can improve your production process.
Post Comment